

Robotic welding cell makes small-batch work faster
The main idea is to gather the two programmes (the one that runs the robot’s movement and the one that runs the welding process) in one interface for the operator, where the communication between the two is behind, and each programme can be started at the same time.
Laurent Marquis, FIT4Weld project coordinator
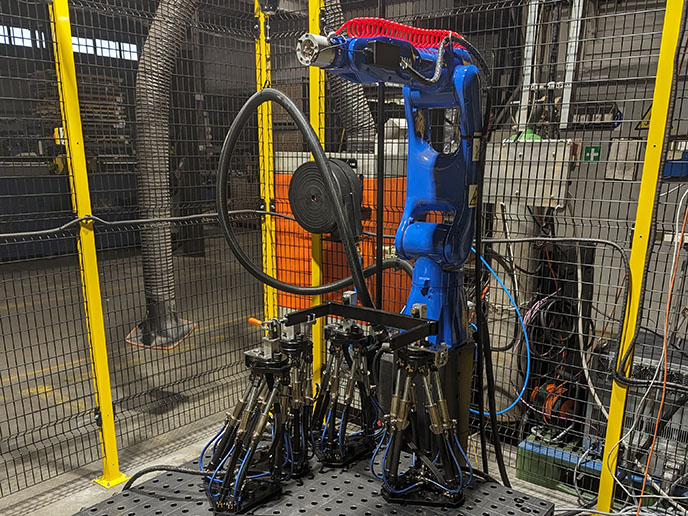
Conventional robotic welding systems are built for repeating the same job at scale and often struggle when designs change. Each new order for a different welded part requires engineers to manually rebuild and recalibrate jigs, which are fixtures that hold metal parts during welding, resulting in prolonged machine downtime and increased costs. Supported by the EU through Horizon Europe(opens in new window), IFD(opens in new window) and LMT(opens in new window), the FIT4Weld(opens in new window) project tackled this problem by creating a robotised welding cell built for flexibility rather than scale. Combining an intuitive software platform, a commercial robot and self-adjustable jigs mounted on hexapods (six-legged mechanical platforms), the system allows manufacturers to reconfigure production much faster than before.
How self-adjusting jigs save time on the factory floor
In traditional set-ups, every order means physically swapping jigs and realigning them to the robot. That process adds hours of downtime and forces workers to handle heavy fixtures. FIT4Weld’s innovation is that the jigs reconfigure themselves instead. Operators simply select the next preprogrammed set-up, and the robot moves the hexapods into position before resuming welding. As project coordinator, Laurent Marquis, explains: “The idea is not to change the jig between orders as it is traditionally done, but to have the jig to be self-adjusted. When we say self-adjusted, we mean that we use the robot to reposition the jig.” Once positioned, the robot picks up the welding gun and continues the process on the new parts without interruption. This approach eliminates the need to store dozens of physical jigs, reducing maintenance associated with transporting or readjusting them. The result is smoother operations and far less idle time between production runs.
A unified control interface makes automation accessible
One of FIT4Weld’s goals was to simplify programming so non-specialists could operate the system. Traditional robotic welding requires two separate programmes: one for the robot’s movements and another for the welding parameters. FIT4Weld keeps the two programmes in the background but allows operators to start both from one interface, while also adjusting the fixture for the next set-up without entering the robot programme. As Marquis notes: “The main idea is to gather the two programmes in one interface for the operator; the integration of the two is handled in the background, and each programme can be started at the same time.” Operators can prepare the next configuration in advance while the robot completes its current task, removing the need for specialist coding skills. This makes the system more accessible to smaller companies without in-house automation engineers.
Tested, validated and ready for adoption
The FIT4Weld cell was installed and tested at an industrial furniture manufacturer, where it proved reliable across parts of different sizes. Operators appreciated the shorter set-up times and reduced physical handling. As Marquis reports: “The operators are happy with the process as they are now switching easily between parts without having the issue of changing the jig mechanically.” Alongside the installation at the industrial furniture manufacturer, the team also demonstrated the system to several companies in the metal industry, with one of them already adopting the technology. The partners now plan to expand its use to other processes such as laser cutting, spot welding and assembly, showing how flexible automation can reshape manufacturing beyond welding, and building on the market interest already shown by metal manufacturers needing faster changeovers. The consortium brought together Flex Hex ApS, the University of Southern Denmark (SDU) and LT Technologies UAB, co-funded by the EU through Horizon Europe, the Danish Innovation Fund (IFD) and the Research Council of Lithuania (LMT).