Carbon fibres from ‘green’ precursors and optimized processes
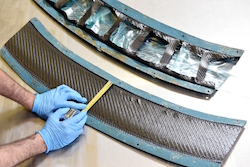
The design of composite structures, especially those using carbon fibres, has enabled engineers to push the boundaries of production towards materials with vastly improved properties and at reduced cost. Yet, after more than five decades of research and the establishment of a growing industry manufacturing a multitude of applications, there is a need for new green precursors (the raw materials used to make the fibres), which can offer an alternative to the current industry standard of petroleum. The EU-funded FIBRALSPEC project, has succeeded in improving the production of carbon fibres from renewable resources such as lignin, an organic polymer. The project succeeded in using the reinforced composite technology for the creation of different applications, such as flexible supercapacitors and Rapid Deployment Secure Emergency Shelters (RDSES). FIBRALSPEC was able to develop production lines as well as a prototype Operational Mechano-Electro Spinner for the production of nanofibres, heralding a new generation of exceptional materials. Carbon fibres with enhanced properties Carbon fibre (CF) composite materials are increasingly integrated into our everyday lives. These composites are key to the generation of smart materials and structures. Properties including their light weight, high strength and low stiffness, make these materials attractive to a broad range of industrial sectors including transport, electronics and construction. This combination of highly sought after properties affords engineering solutions to some of the most complex problems in materials science and technology. Yet, as FIBRALSPEC project coordinator, Professor Costas Charitidis points out, “Even though the industrial scale production of CFs started in the late 1960s, continued manufacturing challenges still leave a lot of opportunities for improvement.” The FIBRALSPEC team were able to apply their production techniques to traditional composite manufacturing, for example in the production of Rapid Deployment Secure Emergency Shelter-fibreglass (RDSES-FG). Doing so resulted in the unit mass of the shelters being reduced, while structural rigidity, durability and end user usability were all increased. Green precursors of carbon fibres based on lignin were also produced and the stabilisation-oxidation process was optimised. As regards the increase of environmentally responsible processes, new techniques were developed to provide commercially-relevant products that can be manufactured from waste carbon fibres. Crucially, the project applied Life Cycle Analysis to quantify the green credentials of the reuse and recycling strategies from the start of the process, with precursor development, through to the output of the carbon fibre waste. Extending the future supply and availability of CFs One of the ambitions for FIBRALSPEC was to help European industries become more independent of the current supply chain with its dependence upon imported carbon fibres and precursors. Towards this end the project focussed in part on the development of supercapacitor technology – used for powering many applications – as it offers huge economical potential for Europe, with market opportunities across many industrial sectors. As Professor Charitidis summarises, “Our project set out to help drive Europe towards industrial leadership and competitiveness in strategic areas such as transport, electronics, aerospace, construction, energy and leisure.” The team plans to build on the project’s results by demonstrating the feasibility of scaling up the FIBRALSPEC processes to industrial levels. Targeted industrial partnerships will enable the knowledge exchange necessary for the transfer of lab-scale production into large-scale, cost-effective processes.